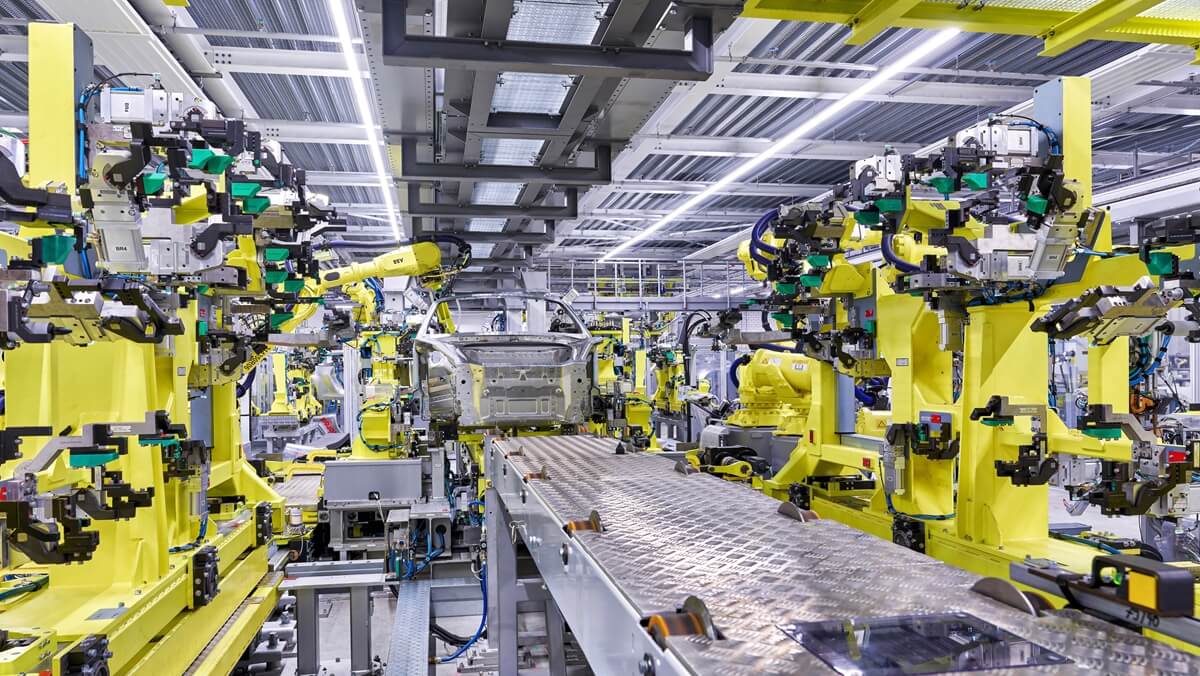
然而,Porsche為了全新992型911特別在車身廠區增設了新廠區,共兩萬八千平方公尺的新廠區,來符合全新車身複合設計的施工需求。


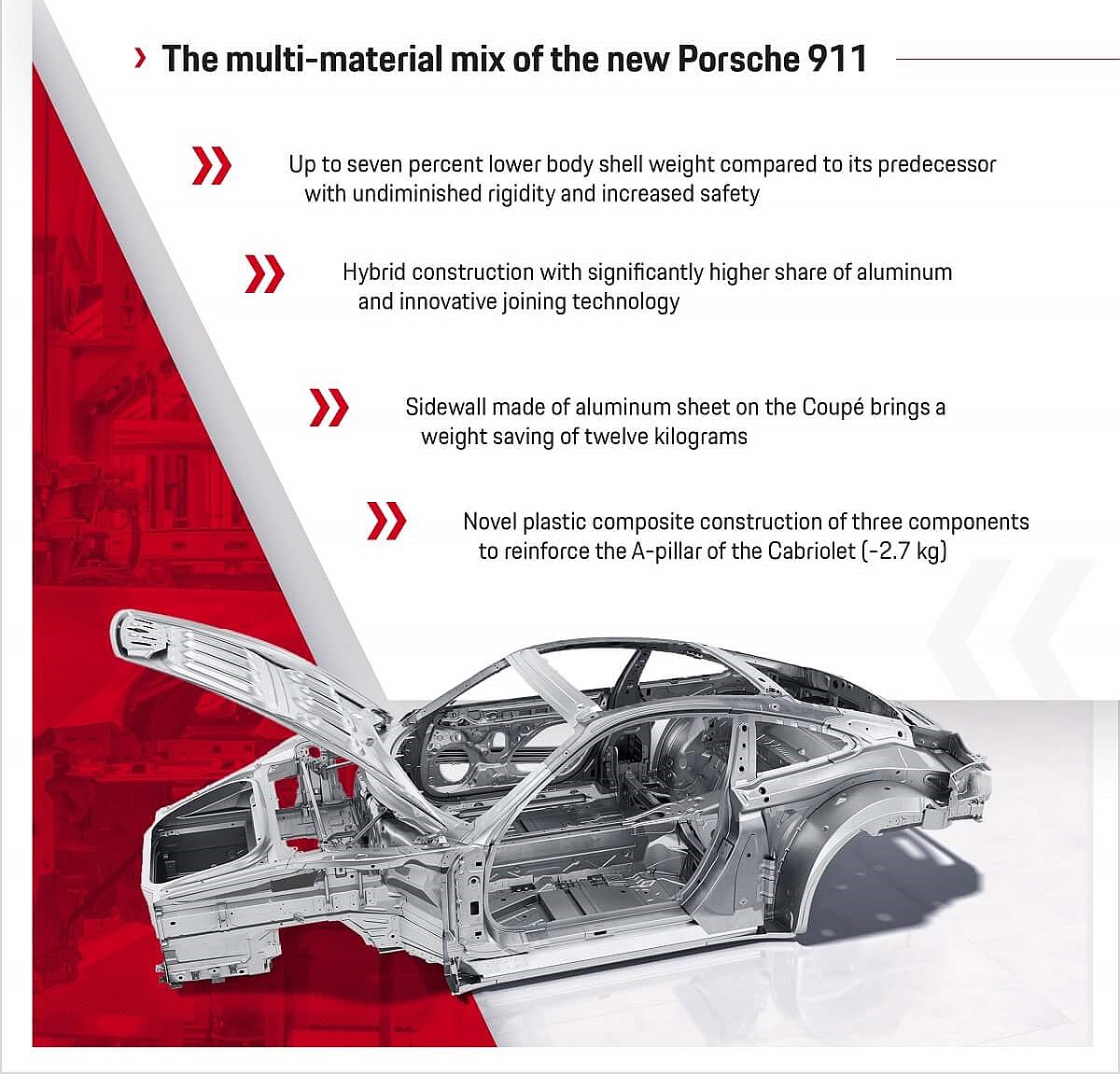
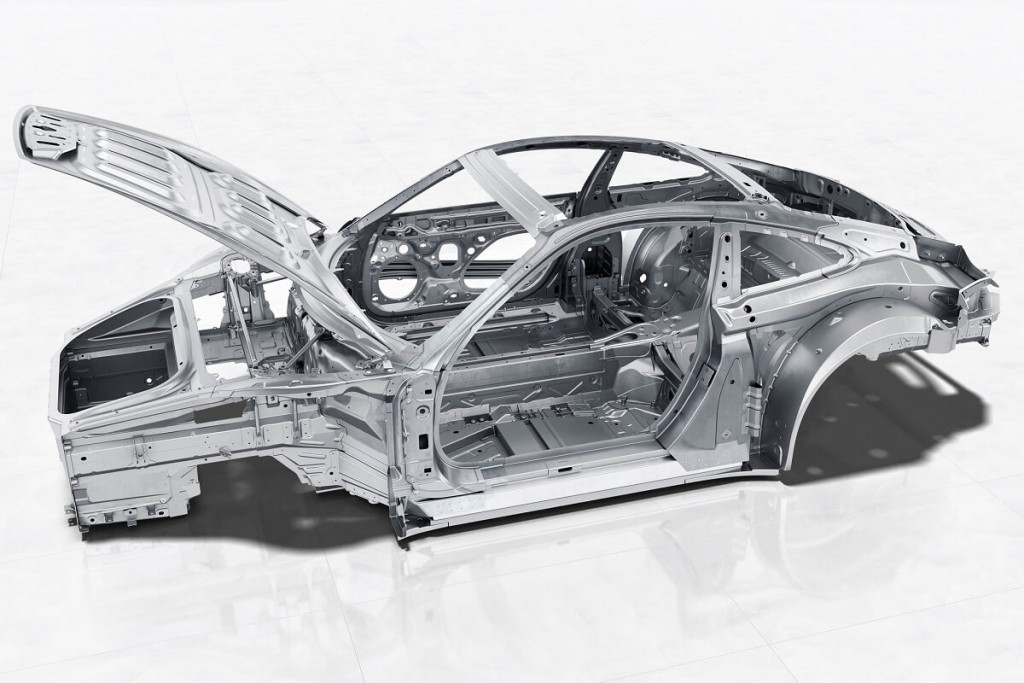
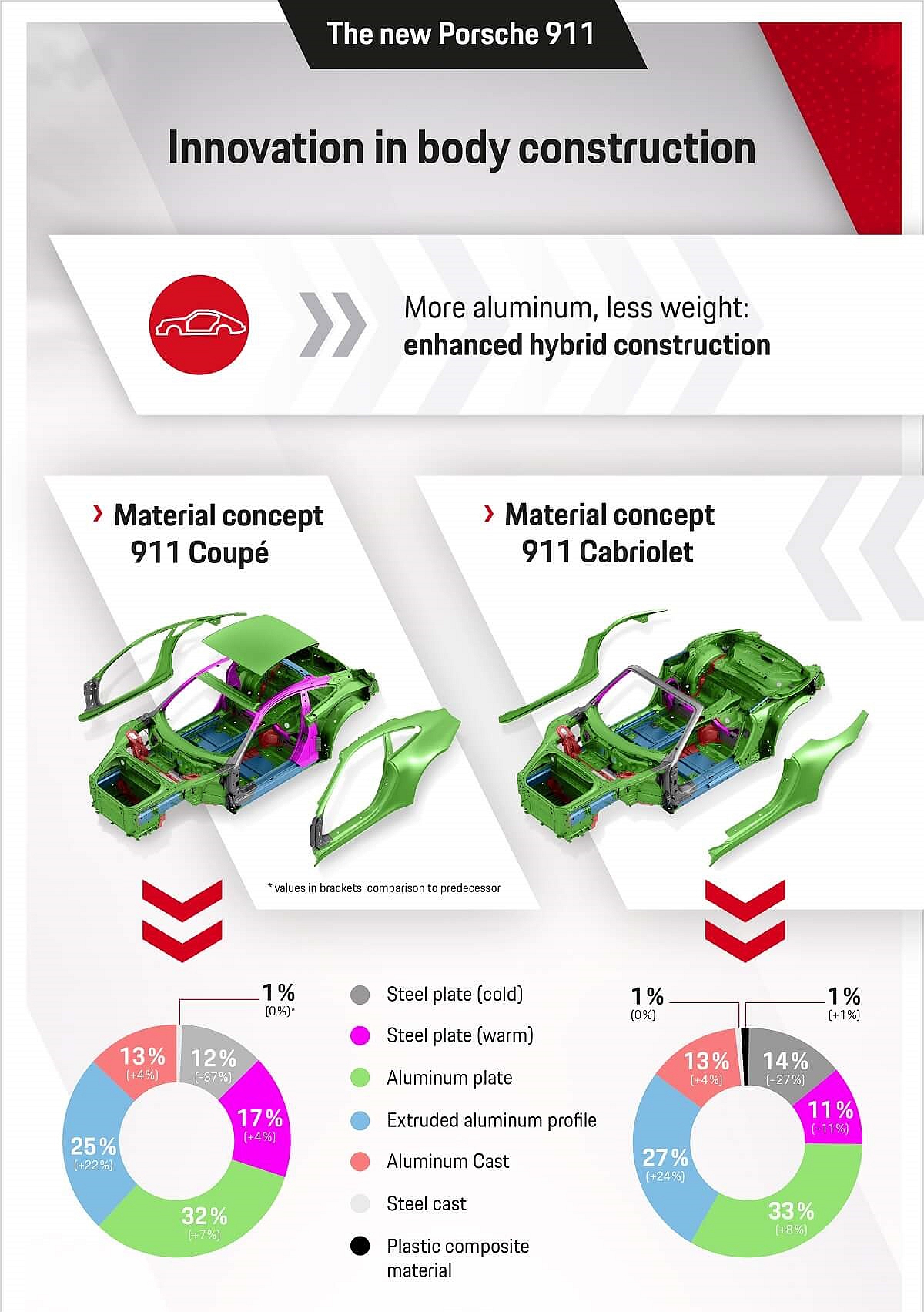
Porsche最新的車身複合材料設計,整體而言,現在採用更多的鋁、更少的鋼和全新的非金屬複合材料組成,與前一代相比,儘管尺寸略大且安全性要求更高,仍再次將車身殼體的重量減少了大約7%,而在穩定性、剛性和安全性方面更沒有任何妥協。
雖說是更多的鋁,但以911 Coupe車型的壓擠鋁合金材(前後縱樑、內外門檻以及底板加強件…等等)為例,其實使用比例已從上一代的3%大幅增加至25%。其中於側壁中的鋁合金運用比例也很明顯,現在均由鋁製成,可將整體重量減輕約12公斤。這對於開發適合的工具和技藝產生了巨大的挑戰,因為與鋼板相比,拉製輕合金時發生撕裂的風險,可是高得多。
其他更多的壓鑄鋁部件,還包含了前懸吊系統彈簧支柱的安裝結構、後部通道外殼、後縱向構件以及衝擊吸收器安裝座的一部分。壓鑄的好處是即使是複雜的幾何元件也可只以一個單獨的元件生產,而不再需要單獨生產和焊接增強件或螺釘連接。步驟省略使生產更有效之外,整體部件還可變得更輕。


不過,鋁壓鑄件仍是有缺點:在壓鑄之後必須進行與碰撞安全至關重要的熱處理,來達成最後的強度鞏固。然而,熱處理在生產過程中代表了需多一道手續,因此有耗能和耗時的缺點。而在新911中,Porsche現在充分利用噴漆過程中所產生的高溫,來對壓鑄件進行最終熱處理,一舉兩得!
組件連接新技術包括摩擦元件焊接、全自衝鉚接和滾邊(用於將鋁部件連接到鋼部件)。另外,第八代911在粘合連接方面也創造新記錄,最終車輛總共使用長達180米的粘接縫。
再怎麼省略部件數量,最後還是得實施連接的製程。組裝新911的主體時涉及不少於十種方法,例如:標準的焊接、粘接、鉚接以及螺釘連接…等等。然而,新的技藝是使用沉頭螺栓進行摩擦焊接,其是用來連接由鋁和鋼製成的部件。在這個過程中,鋼螺栓以非常高的速度壓過鋁,使沉頭螺栓與鋼構件合併,形成特別牢固的連接。

另外一個創新亮點就是非金屬的部分,針對敞篷911 Cabriolet,還首次將非金屬的材質運用在A柱之中,取代了之前由超高強度鋼製成的管型強化設計。其同樣擁有敞篷車在翻車後維持A柱不形變的剛性,但重點是重量卻輕了2.7公斤並且降低重心。
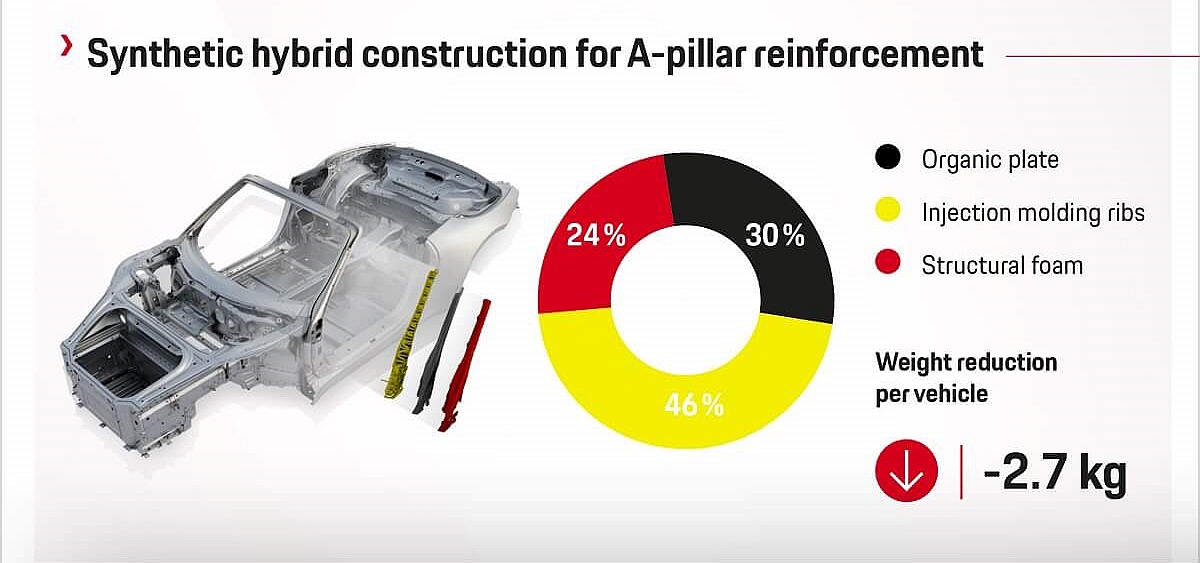
911 Cabriolet的A柱增強由三個元件組成:有機板(Organic Plate),射出成形的壓鑄肋條(Injection Molding Rib)和強化的發泡部件(Structural Foam)。其中有機板是由玻璃纖維增強塑料製成高度堅固的半成品。作為用於911 Cabriolet的多重工藝的一部分,這些板材被切割和重整,然後該部件再與由壓鑄塑料製成的肋狀墊,以及另外的結構泡沫層一起組合起來。
最後在烤漆的過程中暴露於高溫時會膨脹,從而將這些增強部件牢牢固定在A柱橫截面內。而A柱本身外殼則是由超高強度金屬板組件(如:硼鋼)所組成。
延伸閱讀:Porsche 992終於亮相!首發Carrera S直接就有450匹馬力
新911製程進入最後一站時,車輛簽發出生證而「受洗」。而官方副本配有一個轉發器,其中包含特定於車輛的識別碼。最後,經驗豐富的修整技師會檢查表面光潔度和所有零件的精確度,其車輛幾何形狀必須完全正確,確保一切都完美運行。